一�、改性制備
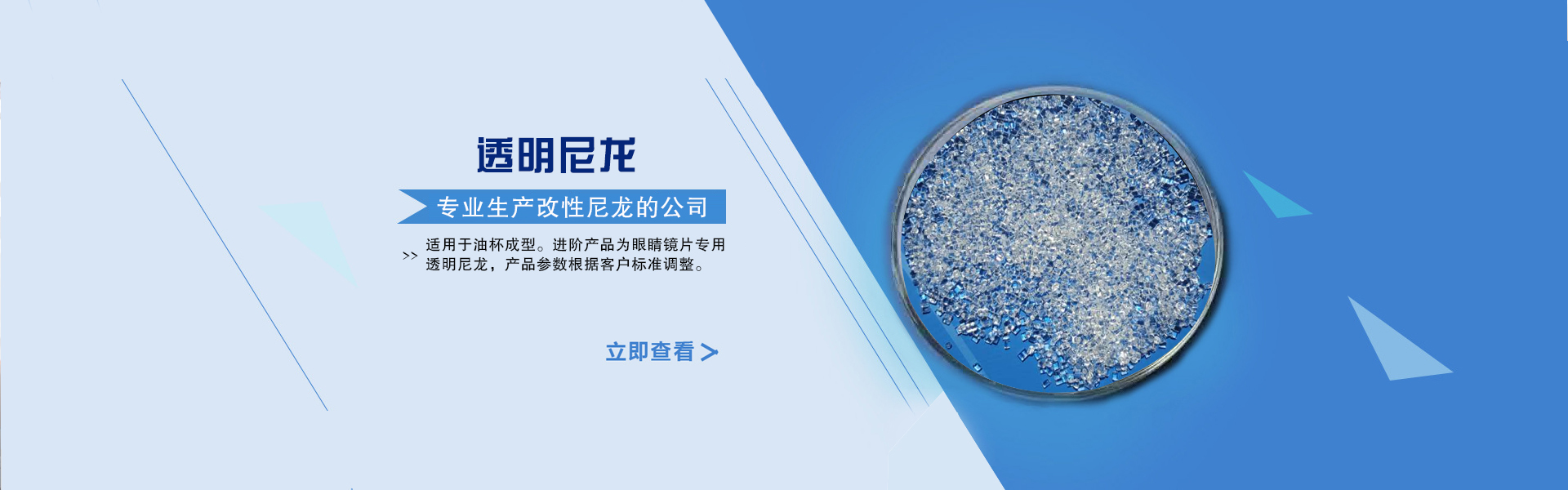
由于尼龍屬于半結(jié)晶性聚合物�,通常呈現(xiàn)白色半透明狀,要想生產(chǎn)出來的尼龍具備很高的透光率�,可從三個方面考慮:
(1)降低聚酷胺的結(jié)晶能力,從而得到非晶產(chǎn)品�;
(2)減小晶區(qū)晶體 的尺寸,使晶體的直徑小于可見光波波長�����,運(yùn)種方法又被稱為微晶化法��;
(3)通過共混��、共聚等方法來對聚酷胺進(jìn)行改性���,來調(diào)節(jié)非晶區(qū)和晶區(qū)的折射率����,使他們具有相同的折光指數(shù)��。
二�����、加工注塑以及注意事項
透明尼龍的注塑加工溫度為300--315 ℃���,成型加工時�,需嚴(yán)格控制機(jī)筒溫度����,熔體溫度太高會因降解而導(dǎo)致制品變色,溫度太低會因塑化不良而影響制品的透明度���。模具溫度盡量取低些��,模具溫度高會因結(jié)晶而使制品的透明度降低����。
熔斑、銀紋��、裂紋聚苯乙烯����、有機(jī)玻璃的透明尼龍制件,有時候透過光線可以看到一些閃閃發(fā)光的細(xì)絲般的銀紋���,這些銀紋又稱爍斑或裂紋����。這是由于拉應(yīng)力的垂直方向產(chǎn)生了應(yīng)力����,使用權(quán)聚合物分子發(fā)重型流動取向而與未取向部分折完率差異表現(xiàn)出來。
解決方法:
(1)改善流道及型腔排氣狀況����。
(2)清理射嘴�����、流道和澆口可能的堵塞���。
(3)增加注射壓力,降低注射速度�����。
(4)消除氣體及其它雜質(zhì)的干擾���,對塑料充分干燥�。
(5)降低料溫����,分段調(diào)節(jié)料筒溫度,適當(dāng)提高模溫�����。
(6)增加或減少預(yù)塑背壓壓力����,減少螺桿轉(zhuǎn)速。
(7)縮短成型周期����,脫模后可用退火方法消除銀紋:對聚苯乙烯在78℃時保持15分鐘���,或50℃時保持1小時,對聚碳酸酯�,加熱到160℃以上保持?jǐn)?shù)分鐘。
 4008-118-928
4008-118-928 

 全國客服電話 400-8118-928
全國客服電話 400-8118-928 

